高碑店市联通铸造有限责任公司
地址:河北省高碑店市方官镇北工业区2号
邮编:074005
联系人:刘建
手机:17633339585
电话:0312-2795999
传真:0312-2795555
网址:www.ltzz.cn
邮箱:liantong@ltzz.cn
开户银行:高碑店市农村信用合作社联合社
账号:229002011019325
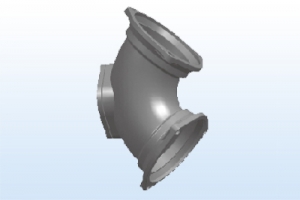
铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。
1、给水铸铁管:
给水铸铁管使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。是供水管材的首选,具有很高的性价比。
2、砂型离心铸铁直管:
砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。

3、 连续铸铁直管:
连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。
4、排水铸铁管:
普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。从接口形式看可分为:W型柔性铸铁排水管,B型柔性铸铁排水管,A型柔性铸铁排水管。
连续灰口铸铁管的公称口径为75~1200毫米。直管长度有4米、5米及6米;按壁厚不同分LA、A和B三级。砂型离心灰口铸铁管的公称口径为200~1000毫米,有效长度有5米及6米;按壁厚不同分P、G两级。强度大、韧性好、管壁薄、金属用量少、能承受较高的压力。
文章内容来源于网络,如有问题,请与我们联络!

手机站二维码